Production technology of cast iron pipe fittings-sand casting
1. Sand casting introduction.
Sand casting is used to make large parts. Molten metal is poured into a mold cavity formed out of sand. The cavity in the sand is formed by using a pattern, which is typically made out of wood, sometimes metal. The cavity is contained in an aggregate housed in a box called the flask. Core is a sand shape inserted into the mold to produce the internal features of the part such as holes or internal passages. Cores are placed in the cavity to form holes of the desired shapes.
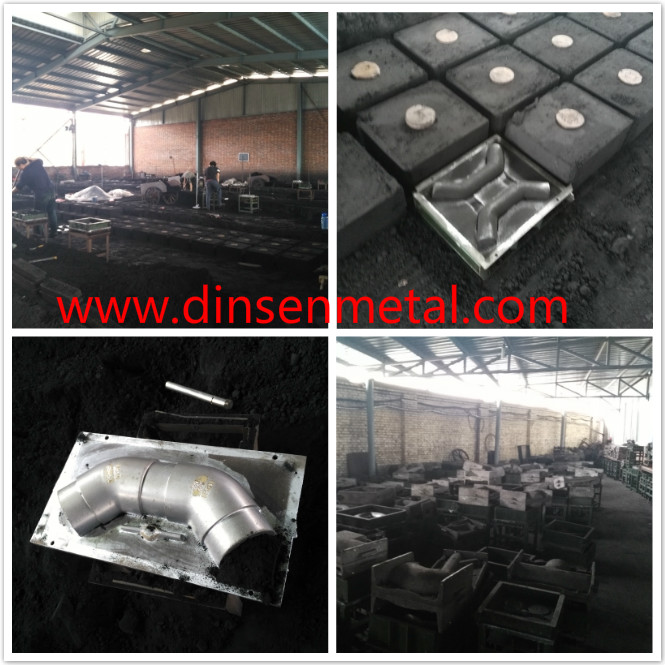
2. Molding process of sand casting:
In a two-part mold, which is typical of sand casting, the upper half, including the top half of the pattern, flask, and core is called cope and the lower half is called drag. The parting line or the parting surface is a line or surface that separates the cope and drag. The drag is first filled partially with sand, and the core print, the cores, and the gating system are placed near the parting line. The cope is then assembled to the drug, and the sand is poured on the cope half, covering the pattern, core and the gating system. The sand is compacted by vibration and mechanical means. Next, the cope is removed from the drug, and the pattern is carefully removed. The object is to remove the pattern without breaking the mold cavity. This is facilitated by designing a draft, a slight angular offset from the vertical to the vertical surfaces of the pattern.
3. Advantages of cast iron pipe fittings using clay green sand
Clay green sand: sand with clay and the right amount of water the main Binder, made directly after the sand mold and pouring in the wet. Green sand casting has a long history and is widely used. Its advantages are:
- Raw material is cheap and abundant sources.
- Model sand without drying, castig short production cycle and high efficiency,so it is easier to achieve mass production.
- In old sand, unexpanded bentonite mixed with water is able to restore strength, good old sand recycling and reuse of low investment.
- After long-term use, we have developed a range of molding equipment.
- Dimensional accuracy of castings produced by clay green sand is comparable with the investment cast.
Due to these advantages, clay green sand process in small castings, especially cars, engines, looms and other mass production of cast iron parts has been widely used, the proportion of its ranks first in the cast. However, when clay green sand casting, sand-surface water vaporization and transport,making casting prone to blowhole, sand, sand hole, swell, sticky sand and other defects.
Post time: Jun-26-2017







